
自主研發(fā)生產(chǎn)設(shè)備,持有多項專利
主營:高低溫沖擊箱、冷熱沖擊試驗箱、兩箱冷熱沖擊箱等設(shè)備
統(tǒng)一服務(wù)熱線:
400-822-8565
158-9969-7899
主營:高低溫沖擊箱、冷熱沖擊試驗箱、兩箱冷熱沖擊箱等設(shè)備
400-822-8565
158-9969-7899
正航儀器整理軋輻肖氏硬度試驗方法
1 主題內(nèi)容與適用范圍
本標準規(guī)定了軋輯肖氏硬度的表示、測試方法,對試驗儀器、被測軋轆‘數(shù)據(jù)處理、試驗報告的要求以及硬度換揮表,
本標準適用于各種類型的鍛鋼、鑄鋼及鑄鐵軋棍的肖氏硬度測定。
2 引用標準
GB 1172 黑色金屬硬度及強度換算值
GIl 4341 金屬自氏硬度試驗方法
GB 4977 D 型肖氏硬度計技術(shù)條件
Gll 4978 標準肖氏硬度塊
Gll 8170 數(shù)值修約規(guī)則
3 試驗原理
將規(guī)定形狀、質(zhì)量的金剛石或硬質(zhì)合金沖頭從固定高度ho 落在被測糊的表面上.沖頭彈起過高
度h , 用h 與仇的比值計算肖氏硬度值。

4 硬度值的表示
自氏硬度符號為HS. 并注以所用硬度標尺類型.
例如45 HSC ,15 HSD 、45 HSE. 分別代表C 型、IJ 型、E 型硬度計測定的硬度值。
5 試驗儀器
5.1 軋輥肖氏硬度測試可以采陰C 型、D 型、E 型肖氏硬度汁。硬度計的E 值誤差度不大于土2.5 HSD ,變動性應(yīng)不大于2.5 HSD.
5.2 D 型肖氏硬度計應(yīng)符青GB 4977 的要求.C 型肖氏硬度計主要技術(shù)參數(shù)應(yīng)符合附錄A( 撲克件〉的要求。E 型肖氏硬度t十主要技術(shù)參數(shù)應(yīng)符合附錄B( 補充件)的要求回
5.3 硬度計槍定時采用的標準肖氏硬度塊應(yīng)符合GB 4978 的要求。
5.4 硬度計應(yīng)按國家計量部門的規(guī)定定期檢定。
5.5 便度計日常比對時宜來用比對棍,比對輯需經(jīng)國家計量單位檢定。比對轆主要技術(shù)菇件應(yīng)符合附錄C( 參考件)規(guī)定。
6 被測軋轆
6.1 軋輟直徑應(yīng)不小于65mm ,被測片狀軋轆厚度應(yīng)不小于10 mm 。如不在試臺上測試,軋轍質(zhì)量應(yīng)大于4 kg ,
6.2 軋度小于等于70HS 時,被測表面粗糙度凡值應(yīng)不大于3.2μm ,軋輯硬度大'f 70 HS 時,被測表面粗糙度R. 值虎不大于1.6μm.
6.3 軋輥程表面應(yīng)清潔,無磁性.無油脂、氧化皮、涂料等外來污物。
7 測試方法
7.1 測試前準備
7.1.1 測試前硬度計應(yīng)按被測軋輯的硬度范圍用同一硬度等級標準肖氏硬度塊或比對稅校驗臼
7.1.2 被測軋轆應(yīng)穩(wěn)固地水平放置。
7.1.3 軋輒硬度測試-鍛應(yīng)在10~35 C 溫度下進行自
7.2 測試操作
7.2.1 硬度測試時.硬度計口I 錄用V 型立架或于持.必須保證計測筒垂直狀態(tài)。
7.2.2 在試臺t 測定硬度時壓緊力約為200 N c 手持計自l 筒或用V 型主架測試時,壓緊力應(yīng)使計測筒與軋現(xiàn)在面保持接觸.
7.2.3 D型肖氏硬度計釋放沖頭時,操作輪的回轉(zhuǎn)時間約為),并緩慢復(fù)位。C 型硬度計讀取沖頭反彈瞬間位貴時應(yīng)迅速.準確。E 型肖氏硬度計操作時應(yīng)平穗,選擇正確的測試方向。
7.2.4 硬度測量時,兩相鄰壓痕中心距離應(yīng)不小于2 mrn c 壓痕中心革試件邊緣的距離應(yīng)不小于4mm 同一壓痕不得重復(fù)沖擊.
7.3 測試部位且點數(shù)
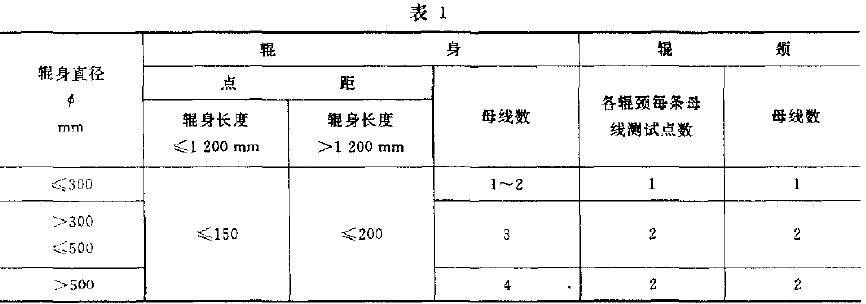
7. 3. 1 軋工作轆及主革輯對鍛鋼冷測試部位及點數(shù)應(yīng)符合表I 規(guī)定。
轆身每條母線上測試點數(shù)應(yīng)不少于3 點.
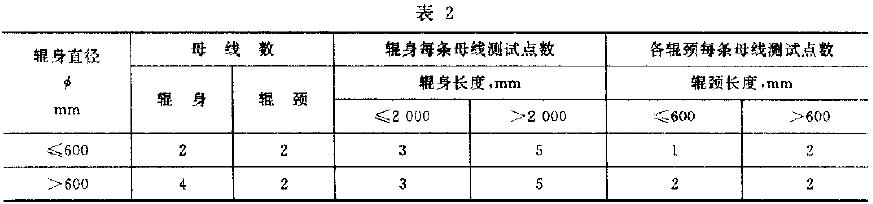
7.3.2 對使用條件要求嚴格的僻鋼、鑄鐵軋輾,測試部位及點數(shù)應(yīng)符合表2 規(guī)定。
7.3.3 --般用途的鑄鋼、鑄鐵及普通鍛鋼軋轆應(yīng)至少在一條母線上測試.棍身不少于3 個測試點.輥頸主少1 個測試點.
7.3.4 帶槽軋輻‘片狀軋棍等硬度測試…般應(yīng)在工作面t 進行,如測試困難可與用戶協(xié)商確定。
7.3. 5 冷軋工作輯及有軟帶要求的其他軋轆,輻身兩端軟帶不進行硬度測試.
7. 3. 6 測試點的硬度一般是指通過該點母線30 mm 線段內(nèi)測試硬度的平均值。
 東莞市正航儀器設(shè)備有限公司 Copyright ? 版權(quán)所有
東莞市正航儀器設(shè)備有限公司 Copyright ? 版權(quán)所有contact us
地址:廣東省東莞市寮步鎮(zhèn)嶺安街2號手機微信號

微信公眾號

手機網(wǎng)站


